金刚石砂轮的精密修整是脆硬材料镜面磨 削的关键技术之一。由于金刚石是硬度最高的 磨料•它与结合剂的亲和力比起其它磨料差,所 以用金刚石工具修整金刚石砂轮,不像修整其 它磨料砂轮那样,修整后是由磨粒的破碎而产 生微细多刃的修整效果,而是金刚石磨粒整个 被脱落的可能性较大,因此修整后的金刚石砂 轮表面的磨削刃的密度相对普通砂轮少得多。 为了得到足够数量的微小磨削刃,以便保证脆 硬材料镜面磨削的精度和表面粗糙度,需要采 用超微粒金刚石砂轮,这样对砂轮的修整技术 提出了更高的要求。因此对超微粒金刚石砂轮 精密修整技术的研究,是目前国内外在精密加 工技术领域中重点研究课题之一。
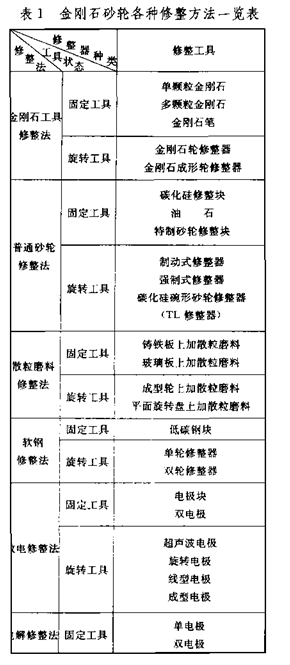
本文结合作者对超微粒金刚石砂轮修整技 术的研究以及近年各国文献报导的各种修整方 法,加以综合整理分类如表I所示。
现就表I所列的一些主要修整方法简要介 绍如下:
一、金刚石工具修整法
金刚石砂轮一般是安装在磨床主轴上进 行,修整,也可以把金刚石砂轮当作工件,在外 圆磨床上用普通砂轮进行修整。砂轮修整包括 修形与修刃两个工序。现行的修整方法中,有的 修形和修刃必须分开进行,有的修形的同时也 完成修刃。当然,后者是我们所期望的。
金刚石工具修整法所使用的各种金刚石工 具如图I所示。图l(a)、(b)、(c)所示的单颗粒 金刚石工具、多颗粒金刚石工具和金刚石笔,修 整树脂或陶瓷结合剂的金刚石砂轮,虽然修整 效果并不理想,但能达到一定的修形和修刃要 求。它对金属结合剂的金刚石砂轮,修形后必须 再进行修刃才能用于磨削。
图l(d)、(e)、(f)是用金刚石砂旋转工具的 修整法。有纵切法、横切法和回转法。采用金刚 石旋转工具修整,其修刃效率和精度较高,但用 这种方法对金属结合剂砂轮修形后,还需进行 修刃工序。利用金刚石旋转工具修整时,必须在使用大流量冷却液情况下进行。
二、普通砂轮修整法
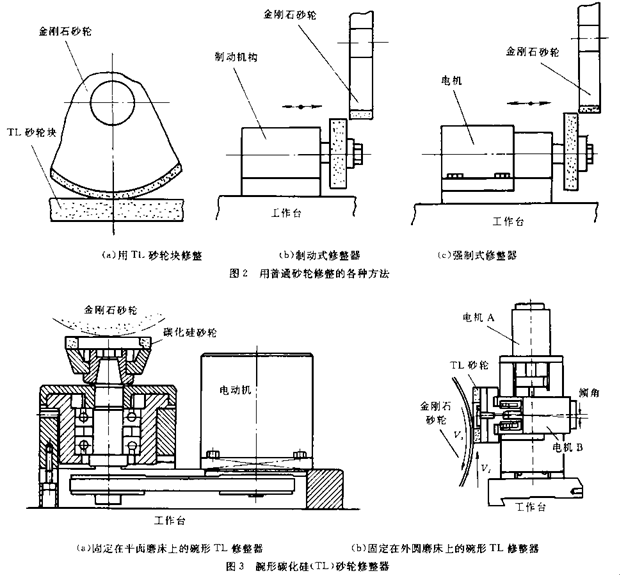
用碳化硅(TL)砂轮块,或用氧化铝(GB) 砂轮块,或用油石,靠在金刚石砂轮上进行磨 削,来实现对砂轮的修整。这种方法通常用于砂 轮修形后的修刃工序。图2是用普通砂轮修整 的各种方法。
图2(a)是用固定TL砂轮块修整的示意
图。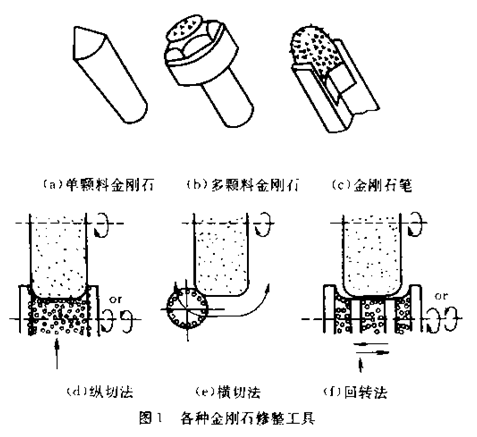
图2(b)、(c)是用旋转工具的制动式和强 制式砂轮修整器的修整示意图。其修整原理是 被金刚石砂轮磨削下来的普通砂轮磨粒,在金 刚石砂轮表面上产生研磨作用,逐渐将结合剂 材料去除,使新的金刚石磨粒露出,达到修形和 修刃效果。适当调节修整条件如普通砂轮的粒 度,转速和进给量等,可以控制金刚石磨粒的露 出高度和脱落数量。磨粒的粒度愈大,修形效率 愈高,金刚石颗粒脱落的数量也愈多。相反,修 整用的磨粒愈小,修形效率愈低,金刚石磨粒脱 落的数量减少。所以在极端情况下,这种方法只 能起到修刃作用。鉴此,普通砂轮修整器,较适 合于超微粒金刚石砂轮的修整。但上述固定砂 轮块和制动式或强制式砂轮修整器的修形精度 不高。因而影响金刚石砂轮的磨削精度和粗糙 度。
作者曾研究一种新型金刚石砂轮的修整 器,即碗形碳化硅砂轮修整器,简称碗形TL修 整器。图3(a)、(b)所示。它是装在平面磨床和 外圆磨床上修整金刚石砂轮的修整器。碗形 TL修整器的碳化硅砂轮是用电机强制转动。
图4(a)、(b)所示是用碗形TL修整器修 整时砂轮进给方式。
采用碗形修整器修整金刚石砂轮时,可以 横向进给和纵向进给进行修整。但用制动式或强制式砂轮修整器修整时,只能以横向进给方 式进行修整。因此,用制动式或强制式修整器修 整后,金刚石砂轮沿轴向表面有斜度如图5(a) 所示。图5(b)是在外圆磨床上双向进给时,双 向带有斜度。所以用制动式或强制式砂轮修整 器修整后的金刚石砂轮表面很难获得高精度的 平整表面。
如果采用碗形TL修整器以纵向进给方式 进行修整,无论在平面磨床上,还是在外圆磨床 上,均可获得非常规整的高精度金刚石砂轮表 面如图6所示。
图6(a)和图6(b)分别是在平面磨床和外 图磨床上修整时,获得的金刚石砂轮的修整表 面,由图可见砂轮表面几乎没有斜度,而且表面 非常规整。用碗形TL修整器修整后的砂轮,能 够用于镜面磨削。
三、散粒磨料修整法
在铸铁盘上洒一些碳化硅或氧化铝的磨粒 水浆,对
金刚石砂轮进行研磨修整。这种修整方 法不理想,不能用于镜面磨削。通常在修整螺纹 等金刚石成型砂轮时常被采用。
四、软钢轮修整法
用软钢修整法修整金刚石砂轮的原理,是 以被金刚石砂轮磨削下来的切悄,参予研磨金 刚石砂轮的结合剂,同时达到修形和修刃的效 果。这种方法,如果采用低碳钢块或软钢轮修 整,容易使金刚石磨粒脱落,磨削刃密度减少, 这样使工具耐磨性和工件表面粗糙度变差。
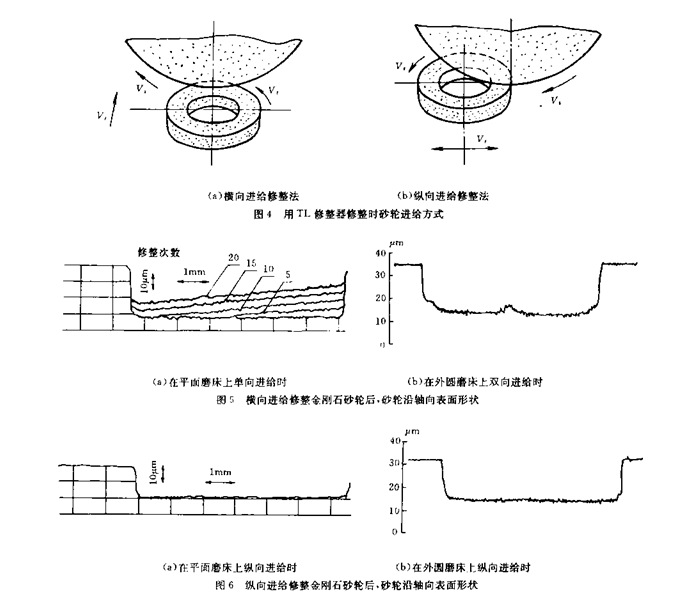
图7是用双钢轮进行修整的原理图。
五、放电修整法
放电修整法主要是用于金属结合剂金刚石 砂轮的修整。
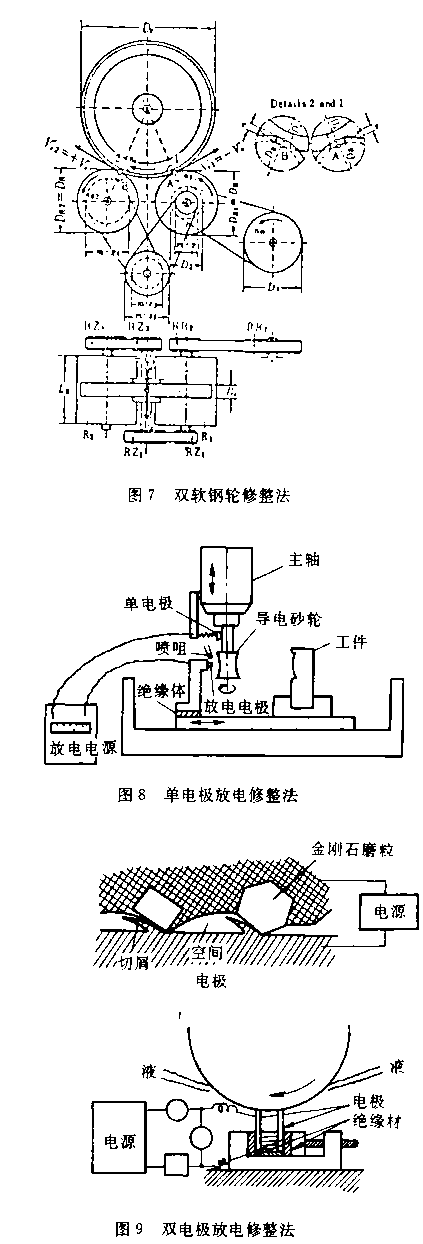
图8是单电极放电修整法的原理图。砂轮 与单电极之间,通过放电作用使金属结合剂腐 蚀掉。
图9是双电极放电修整法原理图。它是由 金刚石砂轮磨削两个电极,利用被磨下来的切 屑和电极之间产生放电效应,去除金刚石砂轮 表面的金属结合剂。
图10是丝电极放电修整法。它是利用丝电 极放电去除金属或非金属结合剂。丝电极的距 离和放置角度可调节,从而得到结合剂不同的 却除量。放电修整法的修整效果很明显,但被修 整的表面凸凹不均匀,磨削粗糙度不理想。
六、电解修整法
电解修整法主要适用于铸铁结合剂的金刚石砂轮。有双电极和单电极修整法。图11〜13 属双电极电解修整法。
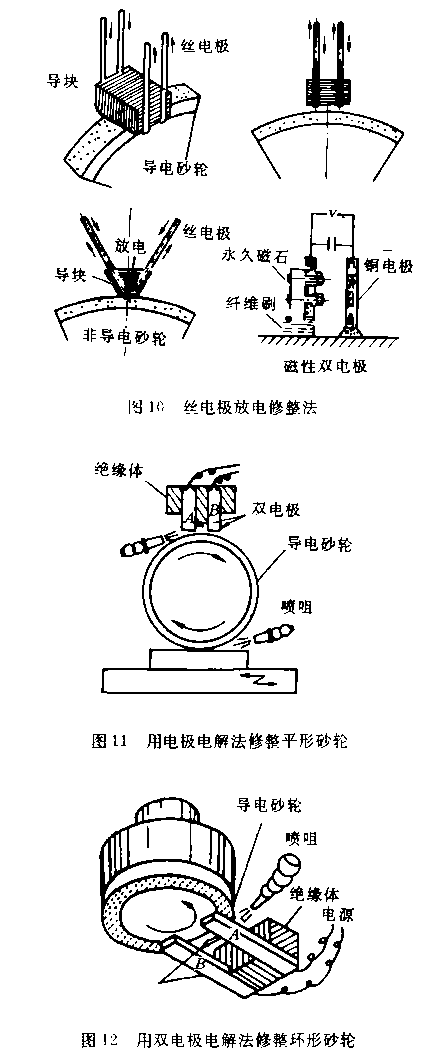
图11是双电极电解修整法修整平形砂轮 的圆周面。
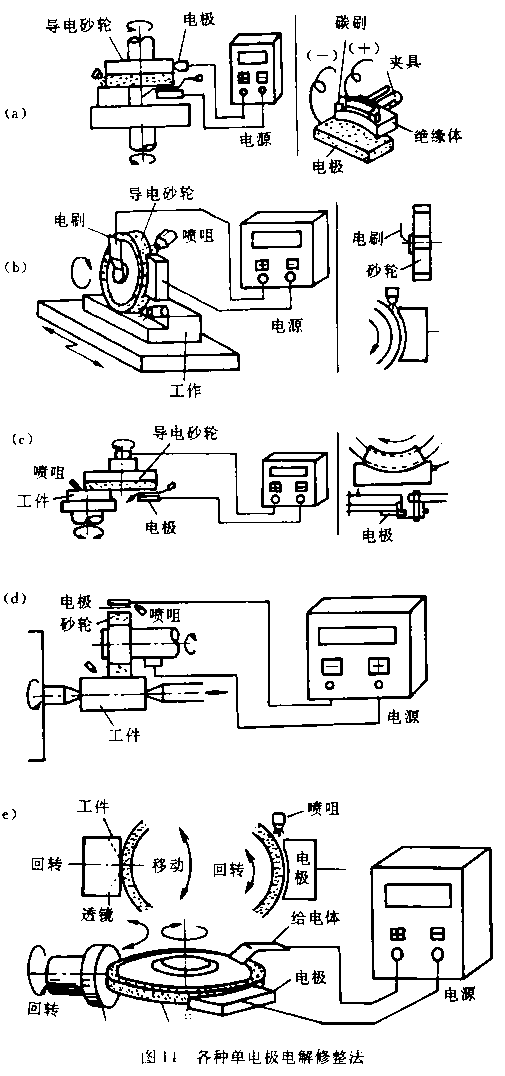
图12是双电极电解修整法修整环形砂轮 端面。
图13是双电极电解修整法修整磨盘的平面
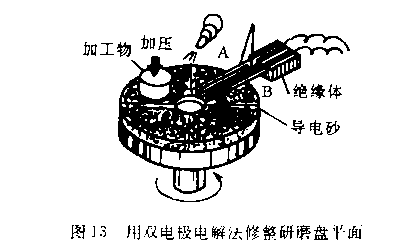
图14是各种单电极电解修整法的原理图。 金刚石砂轮为正极,设置的单电极刷为负极。在 正负电极之间约有0. Imm的间隙,并不断的 注人磨削液(电解液)。两极之间施加不同波形 的脉冲直流电压,靠正负极之间特殊的电解作 用达到去除铸铁结合剂的目的。但它并不是直 接连续的溶解掉铸铁结合剂,而是在砂轮表面 上形成一种较牢固的氧化膜,在磨削时氧化膜 随金刚石磨粒的磨耗而变薄,接着再重新电解 生成新的氧化膜,这样在磨削过程中反复进行- 达到在线电解修整的效果。
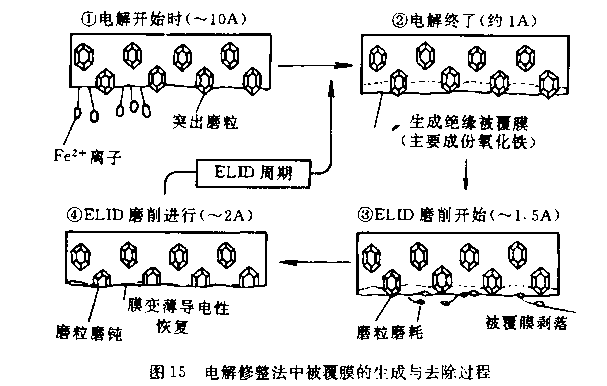
图15是氧化膜的形成与去除过程。修形后 的砂轮表面导电性良好,电流达到最大设定值, 正负电压之间电位降到最低,此时,砂轮表面铁 原子被离子化而溶出,被溶出的Fe+离子与水 电解的()H-离子生成Fe(OH)
2或Fe(OH)
3, 氢氧化铁很快分解为氧化铁Fe
2O
3覆盖在砂轮 表面上,形成牢固的氧化膜,随膜层的加厚电阻 增大,电流减小,当电压上升到设置的电压值 时,电解作用停止。当磨削开始,膜层与突出的 磨粒同时被磨掉,这时砂轮表面的电阻又减小, 电流又回升,电压下降,电解作用又重新开始, 随之氧化膜又开始生成。这样过程反复进行,就 可达到在线电解修整金刚石砂轮的效果。这种 修整法叫做ELID修整法。采用这种方法修整 的超微粒金刚石砂轮能达到镜面磨削的要求。 用ELID法修整的铸铁结合剂金刚石砂轮,达 到了较理想的修刃效果,很值得推广应用,但在 修刃前,需先进彳了修形工序。
在使用超微粒金刚石砂轮进行镜面磨削的 技术中,砂轮的修整(修形和修刃)技术,对于保 证磨削精度和表面粗糙度是非常主要的。因此, 各国学者都在努力探索和研究较理想的修整方 法。从目前的修整效果来看,环形碳化硅修整法 和在线电解修整法,获得了理想的修整效果,因 此它们能够满足超微粒金刚石砂轮镜面磨削的 要求。散粒磨料修整法,修形精度不高,仅适用 于成型金刚石砂轮的修整。金刚石工具修整法 和软钢轮修整法,修整效果不佳,只有在不得已 情况下才考虑使用。放电修整法,砂轮修整表面 凸凹不均,而且磨削表面粗糙度不好。
最近日本学者提出用单晶体
金刚石微粒, 以等距离排列,制得金刚石修整工具,欲使金刚 石砂轮表面的磨粒产生微小破碎形成新的磨削 刃。若能研究成功,也是超微粒金刚石砂轮有效 修整方法。
 中文版
中文版 English
English



